
概要
鉄筋コンクリートに用いられる鉄筋について説明します。
鉄筋には、鉄筋コンクリート用棒鋼(JIS G 3112)と
鉄筋コンクリート用再生棒鋼(JIS G 3117)があります。
丸鋼と異形棒鋼が鉄筋と呼ばれています。
また高炉鉄筋や電炉鉄筋のように製造方法による分類があります。
高炉鉄筋の製造の流れ
銑鉄⇒高炉⇒転炉⇒圧延
電炉鉄筋の製造の流れ
鉄スクラップ⇒電気炉⇒圧延
日本は、電炉鉄筋メーカーの方が多く、
近年では電炉鉄筋が大半を占めています。
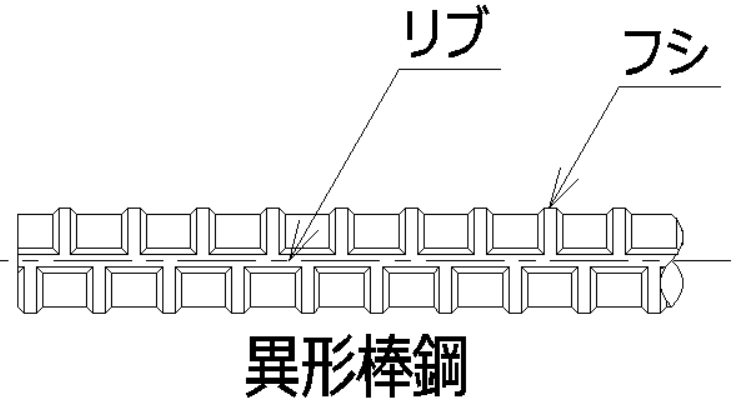
異形棒鋼とは
コンクリートの付着効果を高めるために
表面に突起がついている棒鋼です。
軸方向の突起をリブ
円周方向の突起をフシ(節)といいます。
鉄筋の貯蔵
鉄筋は、錆、汚れを防ぐため
直接地面には置かず、倉庫内に貯蔵します。
また、角材などを並べてその上に置き、
適当な覆いをして、雨露、潮風に直接当てないように貯蔵します。
また、径別、規格強度別に分類して保管します。
見た目でわかるように規格強度別にマーキングすると、よりベターです
鉄筋の加工
鉄筋の切断は、シャーカッターなどで
機械的に切断します(=ガス溶断はNG)
曲げ加工は、冷間加工で行います。
冷間という表記になりますが、常温加工のことです。
あえて冷やしたりするわけではありません。
熱の加え方によって、意図しない焼入れ(鋼が硬く脆くなる処理)効果が
生じるおそれがあるため、鉄筋に熱を加えることはNGとなっています。
溶接も認められた継ぎ手工法以外の
鉄筋の溶接はNGです。
鉄筋の末端部は必ずフックにしなければならない
という箇所があります。
JASS5で規定されている末端部をフックにしなければならない箇所は
・丸鋼を用いる場合
・柱・梁の出隅部分の鉄筋
・帯筋(フープ)、あばら筋(スターラップ)
・煙突の鉄筋
鉄筋の組立て
鉄筋同士の交差部の固定は
直径0.8mm以上の焼なまし鉄線か、鉄筋用のクリップで緊結します。
鉄筋とせき板との間隔は
スペーサー(モルタル製・プラスチック製)を用いて
かぶり寸法を確保できるようにします。
【関連記事】<鉄筋のかぶり寸法とは>
鉄筋のあき寸法
鉄筋相互のあき寸法は、
・粗骨材の最大寸法の1.25倍以上
かつ、25mm以上
かつ、呼び径の1.5倍以上
必要です。
鉄筋の継ぎ手
鉄筋は定尺のもの(通常6.0m程度)を切ったり
継いだりして組立てを行います。
この鉄筋を継いだときの継ぎ目のことを継ぎ手といいます。
重ね継ぎ手
鉄筋同士を平行に重ね合わせる継ぎ手です。
コンクリート強度が大きい方が継ぎ手長さを小さくでき、
鉄筋の強度が大きいほど、径が大きいほど
長い継ぎ手長さが必要になります。
D32程度まで可能と書いてある資料がありますが、
現実的にはD19を超えると他の継ぎ手が採用されることが多いです。
ガス圧接継ぎ手
鉄筋を突合せ、軸をそろえて酸素+アセチレンガスの炎で加熱しながら
圧縮力を加え、接合させる継ぎ手です。
D19~D51の鉄筋に用いられます。
ガス圧接をしても良い鉄筋は
SR235,SR295,SD295,SD345,SD390,SD490です。
ガス圧接をする鉄筋の位置は
直線部とします。
曲げ加工部とその付近でのガス圧接継ぎ手は避ける。
ガス圧接をする鉄筋は
同一鋼種(SD345同士など)か直近の鋼種同士(例:SD345とSD390)とします。
⇒SD345とSD490のガス圧接はNG
また、呼び径の差が7mmを超えるガス圧接もNG
例外:D41とD51の圧接は可
⇒あまり現実的でない
機械式継ぎ手
機械式継ぎ手は、特殊な技能(圧接の技量資格)や
特殊な工具なしで(一般的なトルクレンチを使用)
継ぎ手作業ができます。
というご指摘はご容赦下さい。
スリーブ圧着継ぎ手
鋼製スリーブの中に異形鉄筋を挿入して突合せ、
スリーブをプレスで圧着させたり、
ダイスでしごきつぶしたりして塑性変形させて
異形鉄筋を接合します。
ねじ節鉄筋継ぎ手
表面のフシをねじ状にした異形鉄筋を
ねじ節鉄筋棒鋼といいます。
ねじ節鉄筋棒鋼を鋼製カプラーによってつなぎあわせ、
カプラーの両側をロックナットで固定して接合します。
ねじ加工継ぎ手
鉄筋端部にねじ加工を施したり、
ねじを圧着させたりして
カプラーにねじ込んで(要トルク管理)
つなぎ合わせて接合します。
モルタル充填式継ぎ手
内部側に凹凸のあるスリーブの中に
異形鉄筋を挿入して、
内部の隙間にモルタル(グラウト)を充填して
一体化させる継ぎ手です。